
普通铣床零件加工表面粗糙度的影响因素研究

1 材料与方法
1.1 试验方法
表面粗糙度主要是由于加工过程中刀具和零件表面之间的摩擦、切屑分离时的塑性变形,以及工艺系统中存在的高频振动等原因所形成的。根据表面粗糙度的产生原因和生产实际,铣削加工中影响表面粗糙度的可控制因素主要有进给速度v、主轴转速n 和切削深度ap。将这3个因素作为铣削试验的对象,采用正交试验法进行试验与分析,并将试验件和表面粗糙度比较样块进行对比, 得出表面粗糙度的参数,作为试验结果。
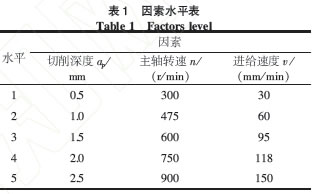
各因素水平结合生产实际选取, 主轴转速300~900r /min,进给速度30~150mm/min,切削深度0.5~2.5 mm。每个因素选取5个不同的因素水平,用L25(56)设计表头,一共进行25组试验,详见表1。
1.2 材料与设备
试件所用材料为45 号钢。X6132 卧式万能卧式铣床:北京第一机床厂;Φ50硬质合金铣刀,镶嵌刀片为3片,采用逆铣干铣法;GB6060,2-85,Ra0.1~6.3表面粗糙度比较样块:衡阳量具刀具总厂;放大镜。
2 结果与分析
根据试验安排,取样长度为30mm,最终得到25组表面粗糙度的试验结果,见表2。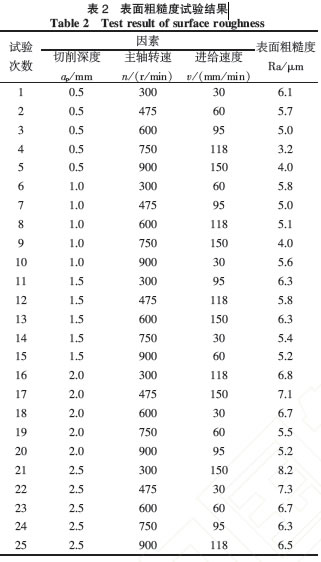
在以上分析基础上,采用极差分析法分析表2中的25个数据,分别计算进给速度v、主轴转速n,切削深度ap对表面粗糙度的平均影响效果,结果见表3。
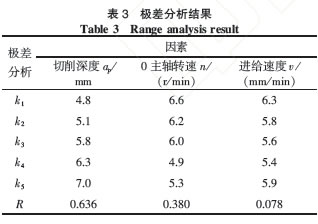
表3 中k1,k2,k3,k4,k5分别代表3 个试验因素在1,2,3,4,5 水平下通过表面粗糙度比较样块对比出来的表面粗糙度的平均值;R 代表3 个因素在5 个水平下的最大方差,通过计算方差可以反映出3 个因素对表面粗糙度的影响效果。由表3可知:切削深度ap对表面粗糙度的影响效果最大, 其次是主轴转速n,再次是进给速度v。
根据表2 的数据绘制表面粗糙度分别在切削深度ap、主轴转速n 和进给速度v 作用下的影响曲线,如图1、图2、图3所示。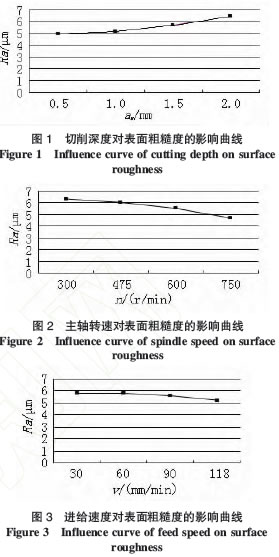
由图1 可以看出:随着切削深度的增加,表面粗糙度值越来越大,近似成正比例增大。其原因是随着切削深度的增加,刀所受的切削力增大,刀在加工表面产生的径向跳动也就越厉害,导致零件加工表面粗糙度值变大。由图2 可以看出:随着主轴转速的增加,表面粗糙度值先减小后增大。在转速300~750r/min 范围内表面粗糙度值减小;在转速750~900r/min 范围内表面粗糙度值减大;在转速为750r/min 时,表面粗糙度值达到最小值,为4.9,此时主轴转速在切削深度和进给速度共同作用下表面质量最好。其原因是随着主轴转速的增加,Φ50 硬质合金铣刀属于间歇性切削零件加工表面在同一时间刀片切削次数增加,使得零件加工表面粗糙度值变小。当转速达到一定数值再增加时, 刀片与加工表面摩擦加剧产生大量的切削热,形成积削瘤,破坏了刀具表面质量,从而使表面粗糙度值变大。
由图3 可以看出:随着进给速度的增大,表面粗糙度值先减小后增大,减小幅度没有主轴变化减小幅度那样明显。其原因是随着进给速度的增大,刀在加工表面产生的径向跳动较小, 所以表面粗糙度值减小。
3 结论
1) 随着切削深度的增加, 表面粗糙度值越来越大;随着主轴转速和进给速度的增加,表面粗糙度值先减小后变大,总体呈增大趋势。
2) 通过分析方差可以反映出切削深度ap对表面粗糙度的影响效果最大,其次是主轴转速n,再次是进给速度v。
3) 在主轴转速n 为750r/min 、切削深度ap 为0.5mm、进给速度v 为118mm/min 时,普通铣床在实际加工中可以达到的表面粗糙度最小,为3.2。
4) 随着主轴转速的提高,表面粗糙度值先减小。当主轴转速达到一定值时,刀具磨损加剧影响表面加工质量,从而使表面粗糙度值变大。
德国KHC铣床零件加工专用系列,产品特性:切削刃口锋利度良好,特殊工艺处理,适合零件产品静加工。采用镀膜硬度高的TIALN镀层,增强镀膜与工具母材的强力结合,刀具切削平顺性能更加稳定,适合硬铝,铜合金,碳钢,不锈钢及预硬调值钢件

“KHC”是德国整体硬质合金铣刀品牌,使用欧洲先进的磨刀设备,采用欧洲高品质的钨钢棒材及搭配瑞士PLATIT的镀层技术,造就了KHC钨钢铣刀高速、高效率、高硬度及高性价比的金属切削刀具。“ KHC高速钨钢铣刀”是高新技术的结晶,已全面覆盖不同材料、不同硬度、不同工序的加工需求,对铣床零件加工起到关键性作用。产品广泛应用于航空航天、汽车工业、医疗器械、通信设备、模具工业及电子行业等领域。 "KHC高速钨钢铣刀"立足于长远的发展及持续创新研发更多的新型刀具,来满足模具加工技术革新的发展需求,相信拥有KHC品牌钨钢铣刀是您明智之选。
中文网站:www.khctool.cn
中文网站:www.khctool.com.cn
德国KHC合金铣刀招商加盟免费咨询电话:4000-9392-88
办公电话:0755-26581926/26581927 传真:0755-26581928
德国KHC合金铣刀事业部地址:深圳市南山区西丽街道办事处平山一路民企科技园第二栋西座2楼
上一篇:轨道交通产业带给机床刀具行业的新机遇
下一篇:钛合金管子的深孔加工
推荐阅读
- 2013-06-252013新年祝词
- 2013-06-252013年春节放假时间
- 2013-06-25KHC进口钨钢铣刀批发
- 2013-06-25KHC进口钨钢铣刀KH系列
- 2013-06-25KHC进口铝用刀
- 2013-06-25KHC进口钨钢铣刀KS系列
- 2013-06-25KHC进口钨钢铣刀
- 2013-06-26KHC进口钨钢铣刀_汉川实业
- 2013-06-26汉川实业2013年端午放假时间
- 2013-06-26山东经销商订购KHC进口钨钢铣刀








我们还为您提供
更多>>
